

超声波焊接件的工艺设计
1.1塑料件的结构
塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2 。所以塑料件必须保证在加压情况下基本不变形。
1.2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑
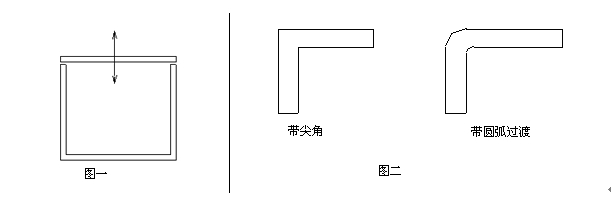
*1 加厚塑料件
*2 增加加强筋
*3 焊头中间位置避空
1.3尖角
如果一个注塑出来的零件出现应力非常集中的情况,比如尖角位,在超声波的作用下会产生折裂、融化。这种情况可考虑在尖角位加R角。如图2所示。
1.4塑料件的附属物
注塑件内部或外部表面附带的突出或细小件会因超声波振动产生影响而断裂或脱落,例如固定梢等(如图3所示)。通过以下设计可尽可能减小或消除这种问题:
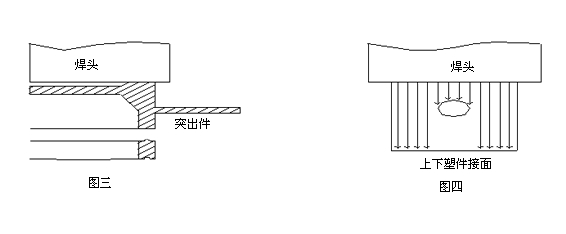
*1 在附属物与主体相交的地方加一个大的R角,或加加强筋。
*2 增加附属物的厚度或直径。
1.5塑料件孔和间隙
如被焊头接触的零件有孔或其它开口,则在超声波传递过程中会产生干扰和衰减(如图4所示),根据材料类型(尤其是半晶体材料)和孔大小,在开口的下端会直接出现少量焊接或完全熔不到的情况,因此要尽量预以避免。
1.6塑料件中薄而弯曲的传递结构
被焊头接触的塑件的形状中,如果有薄而弯曲的结构,而且需要用来传达室递超声波能量的时候,特别对于半晶体材料,超声波震动很难传递到加工面(如图5所示),对这种设计应尽量避免。

1.7近距离和远距离焊接
近距离焊接指被焊接位距离焊头接触位在6mm以内,远距离焊接则大于6mm,超声波焊接中的能量在塑料件传递时会被衰减地传递。衰减在低硬底塑料里也较厉害,因此,设计时要特别注意要让足够的能量传到加工区域。
远距离焊接,对硬胶(如PS,ABS,AS,PMMA)等比较适合,一些半晶体塑料(如POM,PETP,PBTB,PA)通过合适的形状设计也可用于远距离焊接。
1.8塑料件焊头接触面的设计
注塑件可以设计成任何形状,但是超声波焊头并不能随意制作。形状、长短均可能影响焊头频率、振幅等参数。焊头的设计需要有一个基准面,即按照其工作频率决定的基准频率面。基准频率面一般占到焊头表面的70%以上的面积,所以,注塑件表面的突超等形状最好小于整个塑料面的30%。一滑、圆弧过渡的塑料件表面,则比标准可以适当放宽,且突出位尽量位于塑料件的中部或对称设计。
塑料件焊头接触面至少大于熔接面,且尽量对正焊接位,过小的焊头接触面(如图6所示),会引起较大损伤和变形,以及不理想的熔接效果。
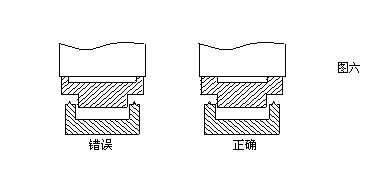
在焊头表面有损伤纹,或其形状与塑料件配合有少许差异的情况下,焊接时,会在塑料件表面留下伤痕。避免方法是:在焊头与塑料件表面之间垫薄膜(例如PE膜等)。
焊接线的设计
2 超声波焊接线的设计
超声波焊接线是超声波直接作用熔化的部分,其基本的两种设计方式:
*1 能量导向
*2 剪切设计
2.1能量导向
能量导向是一种典型的在将被子焊接的一个面注塑出突超三角形柱,能量导向的基本功能是:集中能量,使其快速软化和熔化接触面。能量导向允许快速焊接,同时获得最大的力度,在这种导向中,其材料大部分流向接触面,能量导向是非晶态材料中最常用的方法。
能量导向柱的大小和位置取决于如下几点:
*1 材料
*2 塑料件结构
*3 使用要求
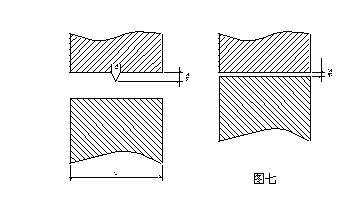
图7所示为能量导向柱的典型尺寸,当使用较易焊接的材料,如聚苯乙烯等硬度高、熔点低的材料时,建议高度最低为0.25mm。当材料为半晶体材料或高温混合树脂时(如聚乙碳),则高度至少要为0.5mm,当用能量导向来焊接半晶体树脂时(如乙缩荃、尼龙),最大的连接力主要从能量柱的底盘宽带度来获得。
没有规则说明能量导向应做在塑料件哪一面,特殊情况要通过实验来确定,当两个塑料件材质,强度不同时,能量导向一般设置在熔点高和强度低的一面。
根据塑料件要求(例如水密、气密性、强度等),能量导向设计可以组合、分段设计,例如:只是需要一定的强度的情况下,分段能量导向经常采用(例如手机电池等),
 如图8所示。
如图8所示。
- 上一篇:使用超声波焊接机焊接时必须注意的几个要点 2014/12/15
- 下一篇:超声波焊接机在塑料焊接时的缺陷及预防措施 2014/10/31
